简体中文
简体中文
Înțelegerea cuplajelor PPR și a rolului lor esențial
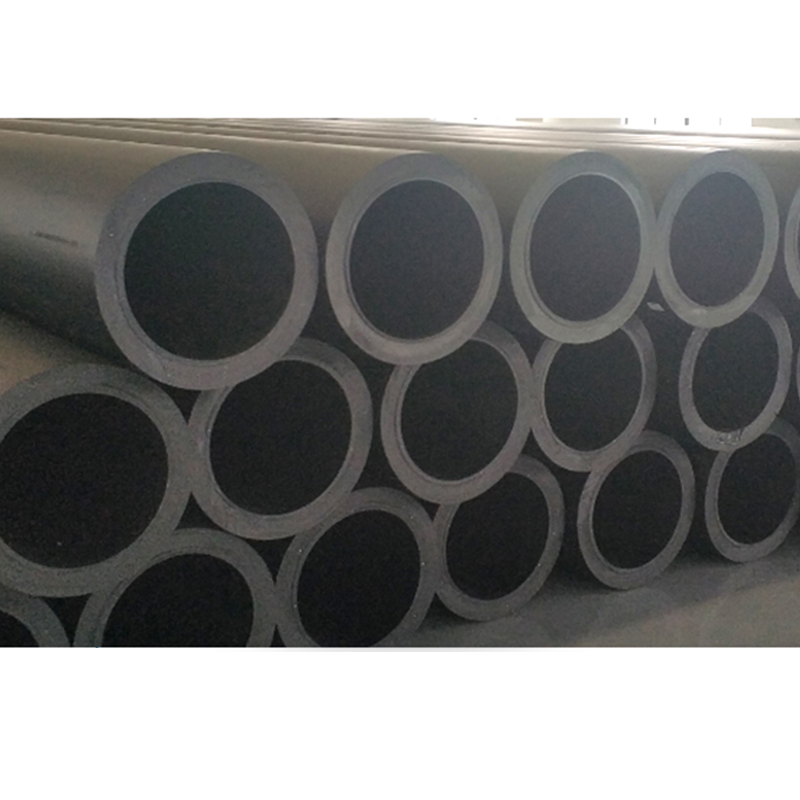
A Cuplaj PPR este un fiting specializat utilizat pentru a îmbina două secțiuni de țeavă de copolimer aleatoriu din polipropilenă (PPR) în linie dreaptă prin sudare prin fuziune termică. Această componentă fundamentală servește ca metoda principală de conectare pentru extinderea țevilor și crearea îmbinărilor etanșe atât în sistemele de distribuție a apei calde cât și a apei reci. Cuplajele PPR sunt fabricate din același material copolimer aleator ca și țevile în sine, asigurând compatibilitate termică și caracteristici uniforme de expansiune în întregul sistem.
Designul cuplajului prezintă o mufă la fiecare capăt cu dimensiuni interioare prelucrate cu precizie care se potrivesc cu diametrul exterior al țevii. În timpul instalării, ambele capete ale țevii și prizele de cuplare sunt încălzite simultan 260±10°C, apoi unite sub presiune pentru a crea o legătură moleculară mai puternic decât materialul conductei în sine. Acest proces de sudare prin fuziune elimină nevoia de adezivi, etanșanți sau elemente de fixare mecanice, rezultând o conexiune etanșată permanent, care menține valorile complete ale presiunii sistemului.
Cuplajele PPR sunt disponibile în dimensiuni cuprinse între 20 mm și 110 mm diametru, corespunzătoare dimensiunilor standard ale țevii. Ele mențin aceeași clasificare a presiunii (PN10, PN16, PN20 sau PN25) ca și conductele pe care le conectează, asigurând o performanță constantă în întregul sistem. Componenta reprezintă aproximativ 15-25% din totalul cerințelor de montare în instalațiile tipice de instalații sanitare, ceea ce îl face cel mai frecvent utilizat tip de fiting PPR.
Tipuri și variații de cuplaje PPR
Diferitele configurații de cuplare servesc cerințe specifice de instalare și design de sistem:
Cuplaje cu priză standard
Cel mai comun tip are două prize identice pentru îmbinarea țevilor de același diametru. Aceste cuplaje au o lungime compactă de aproximativ 1,5-2 ori diametrul conductei , minimizând spațiul necesar pentru conexiuni. Cuplajele standard sunt potrivite atât pentru instalațiile expuse, cât și pentru cele ascunse, în care sunt necesare prelungiri de conducte în linie dreaptă fără schimbări de direcție.
Cuplaje reducătoare
Aceste fitinguri specializate conectează țevi de diferite diametre, având mufe de două dimensiuni diferite. Cuplajele reducătoare elimină nevoia de fitinguri reductoare separate și îmbinări suplimentare, raționalizând instalațiile în care au loc tranziții de dimensiune a conductelor. Combinațiile obișnuite de dimensiuni includ 32 mm până la 25 mm, 25 mm până la 20 mm și 40 mm până la 32 mm. Folosind cuplaje reductoare în loc de fitinguri multiple reduce timpul de instalare cu aproximativ 30% și scade punctele potențiale de scurgere.
Cuplaje filetate
Cuplajele PPR cu filete metalice integrate asigură conexiuni de tranziție la echipamente, supape sau dispozitive de fixare cu conexiuni filetate. Un capăt are o priză PPR standard pentru fuziune termică, în timp ce celălalt conține filetare din alamă sau oțel inoxidabil (de obicei 1/2", 3/4", sau 1" NPT sau BSP). Inserția metalică este turnată în corpul PPR în timpul producției, creând o legătură mecanică permanentă. Aceste fitinguri de tranziție sunt esențiale în cazul în care sistemele PPR interacționează cu componentele sanitare convenționale. inserții din alamă pentru presiuni de până la 2,5 MPa la 20°C .
Reparare Cuplaje
Cuplajele cu lungime extinsă concepute pentru lucrări de reparații au prize mai adânci sau mecanisme de glisare care permit conectarea la țevile existente fără a necesita rotirea țevii. Aceste fitinguri specializate se dovedesc de neprețuit atunci când se înlocuiesc secțiunile deteriorate în spații înguste sau când țevile nu pot fi întoarse din cauza constrângerilor de spațiu. Cuplajele de reparare măsoară de obicei 2,5-3 ori lungimea standard de cuplare pentru a găzdui adâncimea suplimentară de priză necesară pentru această aplicație.
| Tip de cuplare | Aplicație primară | Caracteristica cheie | Contextul de instalare |
|---|---|---|---|
| Priză standard | Conexiuni de același diametru | Design compact | Prelungiri generale de conducte |
| Reducerea | Tranziții de diametru | Două mărimi diferite de priză | Reduceri de ramificație |
| Filet | Conexiuni echipamente | Inserție cu filet metalic | Interfețe cu supape și dispozitive de fixare |
| Reparatie | Înlocuire secțiune deteriorată | Adâncime de priză extinsă | Reparații în spațiu închis |
Tehnici de instalare adecvate pentru cuplajele PPR
Procedurile corecte de instalare sunt esențiale pentru a obține conexiuni fiabile, fără scurgeri, care mențin performanța completă a sistemului:
Pregătirea înainte de instalare
Înainte de a începe sudarea prin topire, verificați dacă țevile și cuplajele se potrivesc atât ca diametru, cât și ca presiune. Tăiați țevi drept cu ajutorul tăietorilor de țevi PPR dedicate pentru a asigura capete perpendiculare fără deformare. Marcați adâncimea de inserare pe capetele țevii folosind cuplajul ca ghid - adâncimile tipice de inserare variază de la 14 mm pentru țevi de 20 mm până la 40 mm pentru țevi de 110 mm . Curățați și uscați temeinic ambele capete ale țevii și mufele de cuplare, îndepărtând orice murdărie, umezeală sau ulei care ar putea compromite calitatea fuziunii.

Procesul de sudare prin fuziune
Încălziți unealta de sudură prin fuziune la temperatura specificată de 260°C și permiteți un timp adecvat de încălzire, de obicei 10-15 minute pentru o stabilitate sigură a temperaturii . Introduceți simultan capătul țevii în dornul de încălzire și mufa de cuplare pe matrița de încălzire. Aplicați presiune moderată în timpul încălzirii fără forțare - presiunea excesivă poate deforma peretele conductei. Durata de încălzire trebuie să se potrivească exact cu specificațiile diametrului conductei:
- 20 mm diametru: 5 secunde de încălzire, 4 secunde de îmbinare, 2 minute de răcire
- Diametru de 25 mm: 7 secunde de încălzire, 4 secunde de îmbinare, 2 minute de răcire
- Diametru de 32 mm: 8 secunde de încălzire, 6 secunde de îmbinare, 4 minute de răcire
- Diametru de 40 mm: încălzire 12 secunde, îmbinare 6 secunde, răcire 4 minute
- Diametru de 50 mm: încălzire 18 secunde, îmbinare 6 secunde, răcire 4 minute
Îmbinare și răcire
După încălzire, scoateți ambele componente din unealtă și introduceți imediat țeava în mufa de cuplare într-o mișcare lină până la atingerea adâncimii de introducere marcată. Țineți articulația ferm în poziție fără răsucire sau ajustare - orice mișcare în timpul fazei inițiale de răcire va compromite integritatea articulației. În jurul perimetrului articulației ar trebui să se formeze un mic șirag de material topit, indicând o fuziune adecvată. Mențineți articulația într-o poziție fixă pe toată durata perioadei de răcire înainte de a permite orice stres sau mișcare. Articulațiile supuse la stres înainte de o răcire adecvată rate de eșec cu până la 40% mai mari decât conexiunile răcite corespunzător.
Verificarea calității
Inspectați îmbinările finalizate pentru perle de fuziune uniforme în jurul întregii circumferințe, indicând încălzirea și inserția constantă. Țeava trebuie introdusă până la adâncimea marcată, fără goluri la umărul de cuplare. Verificați alinierea — țevile trebuie să continue în linie dreaptă prin cuplaj fără unghiuri vizibile sau decalaje. Imbinarile executate corect nu prezinta albire, deformare sau zone incomplete de fuziune. Instalatorii profesioniști întrețin rate de defecte sub 1% atunci când urmează procedurile adecvate .
Specificații tehnice și standarde de performanță
Cuplajele PPR trebuie să îndeplinească cerințe tehnice stricte pentru a asigura fiabilitatea și siguranța sistemului:
Cerințe de precizie dimensională
Diametrele interne ale soclului trebuie să mențină toleranțe precise pentru a asigura fuziunea corespunzătoare fără goluri sau deplasări excesive ale materialului. Standardele de fabricație specifică toleranțe de ±0,2 mm pentru țevi cu diametrul de până la 63 mm și ±0,3 mm pentru dimensiuni mai mari . Grosimea peretelui la corpul de cuplare trebuie să fie egală sau să depășească grosimea peretelui conductei pentru a preveni punctele slabe ale sistemului. Adâncimea prizei trebuie să asigure o zonă de fuziune adecvată, menținând în același timp o lungime rezonabilă a cuplajului pentru o instalare practică.
Performanța de presiune și temperatură
Cuplajele PPR au aceeași clasificare a presiunii ca și conductele pe care le conectează. Un cuplaj PN20 utilizat cu țeava PN20 întreține Presiune de lucru 2,0 MPa la 20°C și 1,0 MPa la 70°C . Materialul de cuplare trebuie să demonstreze caracteristici de dilatare termică identice cu cele ale conductei, cu un coeficient de 0,15 mm/m·K, asigurându-se că stresul termic nu se concentrează la îmbinări. Îmbinările de cuplare instalate corespunzător rezistă la testarea presiunii până la de 1,5 ori presiunea nominală de lucru, fără scurgeri sau deformare.
Standarde de calitate a materialelor
Cuplajele de calitate folosesc material copolimer aleator de tip 3 (PPR) care respectă specificațiile ISO 15874. Materialul trebuie să prezinte o rezistență minimă la tracțiune de 25 MPa și să mențină flexibilitatea la temperaturi scăzute, fără defecțiuni fragile. Producția de materiale virgine asigură proprietăți consistente, în timp ce conținutul reciclat poate introduce variații care compromit performanța. Producătorii de renume marchează fiecare cuplaj cu dimensiunea, presiunea nominală, data producției și informațiile de conformitate cu standardele. Absența marcajelor clare sugerează produse substandard cu rate de eșec de 3-5 ori mai mari decât componentele certificate.
Verificarea rezistenței chimice
Cuplajele PPR trebuie să reziste la degradarea din apa clorurata, variațiile pH-ului și ciclurile de temperatură. Protocoalele de testare expun cuplajele la condiții de îmbătrânire accelerată, inclusiv expunerea continuă la apă la 95°C timp de 1000 de ore, urmată de testarea presiunii pentru a verifica păstrarea proprietăților mecanice. Componentele de calitate arată reducerea rezistenței cu mai puțin de 10%. după îmbătrânire accelerată echivalentă cu 50 de ani de serviciu.
Greșeli obișnuite de instalare și prevenire
Înțelegerea erorilor frecvente de instalare ajută la prevenirea defecțiunilor sistemului și a reparațiilor costisitoare:
Încălzire insuficientă sau excesivă
Timpul de încălzire inadecvat împiedică fuziunea moleculară adecvată, creând articulații slabe care pot curge imediat sau pot dezvolta scurgeri lente în timp. În schimb, încălzirea excesivă degradează structura polimerului, reducând rezistența și creând granule de fuziune supradimensionate care obstrucționează parțial fluxul. Studiile de teren indică faptul că abaterile de sincronizare care depășesc ± 2 secunde de la specificații cresc riscul de defecțiune cu 60% . Utilizați cronometre sau urmați programe standardizate de încălzire pentru a menține consistența în toate îmbinările.
Suprafețe de fuziune contaminate
Murdăria, umiditatea, uleiul sau oxidarea de pe capetele țevilor sau prizele de cuplare interferează cu legătura moleculară. Chiar și cantitățile mici de contaminare creează zone slabe care concentrează stresul. Îndepărtați stratul exterior de la capetele țevii folosind un instrument de bărbierit și curățați mufele de cuplare cu alcool izopropilic înainte de fuziune. Purtarea mănușilor împiedică uleiurile din piele să contamineze suprafețele. Eșecurile legate de contaminare se manifestă de obicei ca scurgeri de orificii care apar la 6-18 luni de la instalare când ciclul termic stresează legătura compromisă.
Adâncime de inserare incompletă
Neinserarea țevilor până la umărul prizei reduce zona de fuziune și creează puncte de concentrare a tensiunii. Marcați clar adâncimea corectă de inserare pe capetele țevii înainte de încălzire și verificați inserția completă imediat după îmbinare, cât timp materialul rămâne vizibil. Introducerea incompletă reduce rezistența articulației cu până la 50% și crește semnificativ probabilitatea de defecțiune în cazul creșterilor de presiune sau a loviturilor de berbec.
Mișcarea în timpul răcirii
Rotirea, îndoirea sau solicitarea îmbinărilor înainte de o răcire adecvată împiedică cristalizarea corespunzătoare a zonei de fuziune. Chiar și mișcările ușoare compromit integritatea legăturii. Sprijiniți adecvat țevile în timpul perioadelor de răcire și planificați secvențele de instalare pentru a evita lucrul în apropierea îmbinărilor recent finalizate. Timpii de răcire dependenți de temperatură trebuie prelungiți în medii reci - instalațiile sub 5°C necesită o temperatură ambientală Perioade de răcire cu 50% mai lungi pentru a obține o rezistență echivalentă.
Componente nepotrivite
Combinarea cuplajelor și țevilor cu diferite valori de presiune creează puncte slabe ale sistemului. Un cuplaj PN16 într-un sistem PN20 nu poate gestiona în siguranță presiunea completă a sistemului. În mod similar, utilizarea cuplajelor supradimensionate sau subdimensionate previne fuziunea adecvată sau creează stres excesiv. Verificați compatibilitatea componentelor înainte de instalare, asigurându-vă că toate elementele au aceeași clasificare de presiune și diametru nominal.
Criterii de selecție pentru diferite aplicații
Alegerea cuplajelor PPR adecvate depinde de cerințele specifice ale sistemului și de condițiile de instalare:
Sisteme rezidentiale de apa calda si rece
Instalațiile rezidențiale standard utilizează de obicei cuplaje PN20 atât pentru distribuția de apă caldă, cât și pentru cea rece. Acestea oferă o marjă de siguranță adecvată pentru presiuni tipice ale apei municipale de 0,3-0,6 MPa, în timp ce găzduiesc supratensiuni ocazionale de presiune. Sistemele de apă caldă care funcționează la 60-70°C beneficiază de PN20 Presiune nominală de 1,0 MPa la 70°C , asigurând fiabilitatea pe termen lung. Numai pentru liniile de apă rece, cuplajele PN16 oferă economii de costuri fără a sacrifica siguranța.
Aplicații de încălzire prin pardoseală radiantă
Sistemele de încălzire prin pardoseală necesită mai puține cuplaje datorită conductelor continue, dar conexiunile la colectoare și interfețele echipamentelor rămân critice. Selectați cuplaje cu proprietăți de barieră la oxigen care se potrivesc cu specificațiile țevii pentru a preveni coroziunea sistemului. Temperaturile de funcționare de 40-55°C permit utilizarea cuplajelor PN16 în majoritatea cazurilor, deși PN20 oferă o marjă de siguranță suplimentară. Cuplajele filetate facilitează conexiunile la colectoare și echipamentele cazanului.
Sisteme comerciale și de înaltă presiune
Clădirile cu mai multe etaje sau sistemele cu pompe de rapel pot suferi presiuni care depășesc 1,0 MPa, necesitând cuplaje PN25 clasificate pentru 2,5 MPa la 20°C . Aplicațiile industriale cu circulație a apei calde la 80-90°C beneficiază și de capacitatea mai mare de reducere a temperaturii a PN25. Grosimea crescută a peretelui componentelor PN25 adaugă costuri minime, oferind în același timp o marjă substanțială de siguranță la presiune.
Instalații exterioare și expuse
Cuplajele din locații în aer liber necesită formulări rezistente la UV pentru a preveni degradarea din cauza expunerii la lumina soarelui. PPR standard pentru interior îngălbenește și devine casant după expunerea prelungită la UV, pierderea rezistenței devenind semnificativă după 6-12 luni de lumina directă a soarelui . Cuplajele stabilizate la UV încorporează negru de fum sau inhibitori UV, menținând proprietățile timp de 10 ani în condiții de exterior. Pentru instalațiile subterane, cuplajele standard funcționează adecvat, deoarece solul oferă protecție UV.
| Tip aplicație | Evaluare recomandată | Condiții de funcționare | Considerații speciale |
|---|---|---|---|
| Apa rece rezidentiala | PN16 | 20°C, 0,3-0,6 MPa | Alegere rentabilă |
| Apa calda rezidentiala | PN20 | 60-70°C, 0,4-0,8 MPa | Recomandare standard |
| Încălzire prin pardoseală | PN16-PN20 | 40-55°C, 0,3-0,5 MPa | Este necesară bariera de oxigen |
| Înaltă presiune comercială | PN25 | Temperatură variabilă, >1,0 MPa | Marja maximă de siguranță |
| În aer liber expus | PN16-PN20 | Expunere variabilă la UV | Formula stabilizata la UV |
Evaluarea calității și verificarea produsului
Distingerea cuplajelor PPR de calitate de produsele inferioare protejează integritatea sistemului și previne defecțiunile premature:
Criterii de inspecție vizuală
Examinați suprafețele de cuplare pentru netezime și uniformitate. Cuplajele de calitate prezintă o culoare constantă pe tot parcursul, fără dungi, pete sau decolorare. Interioarele prizei trebuie să fie curate și netede, fără zone aspre sau contaminanți vizibili. Grosimea peretelui trebuie să fie uniformă pe întreaga circumferință – variațiile depășind 0,3 mm indică un control slab al producției . Verificați marcajele complete și lizibile, inclusiv identificarea producătorului, dimensiunea, presiunea nominală și data producției.
Metode de verificare a materialelor
Materialul PPR autentic prezintă caracteristici fizice specifice. Materialul ar trebui să se simtă dens și substanțial, mai degrabă decât gol sau ușor. Flexia unui cuplaj ar trebui să prezinte rezistență fără fisurare sau deformare permanentă. PPR de calitate revine la forma sa originală după îndoire, în timp ce materialele inferioare pot prezenta albire la stres sau pot rămâne deformate. Testarea durității suprafeței folosind un durometru ar trebui să producă citiri de 60-70 Shore D pentru PPR autentic , în timp ce materialele mai moi sugerează conținut reciclat sau polimeri inferiori.
Certificare și conformitate cu standardele
Producătorii de renume furnizează documentație de testare și certificare terță parte. Căutați conformitatea cu ISO 15874, EN 15874 sau standardele naționale echivalente. Certificarile de la organisme recunoscute precum NSF, DVGW sau WRAS indică faptul că produsele au fost supuse unor teste riguroase pentru siguranță și performanță. Solicitați rapoarte de testare care să arate rezistența la presiune, ciclul termic și rezistența chimică. Produsele fără certificare sau documentație adecvată ar trebui evitate indiferent de avantajele de preț, cum ar fi fitingurile necertificate prezintă rate de eșec cu 400-500% mai mari decât componentele certificate.
Evaluarea ambalajului și depozitării
Producătorii de calitate ambalează cuplajele în pungi sau cutii sigilate care protejează împotriva contaminării și a expunerii la UV în timpul depozitării. Ambalarea individuală sau ambalarea organizată în vrac indică atenția acordată controlului calității. Fitingurile slăbite, neambalate pot avea murdărie acumulată sau deteriorate în timpul manipulării. Verificați condițiile de depozitare - cuplajele PPR depozitate în lumina directă a soarelui sau la temperaturi extreme s-ar putea să se fi degradat înainte de instalare. Produsele depozitate corespunzător în depozite climatizate păstrează specificațiile complete pe termen nelimitat.
Considerații de cost și analiză economică
Înțelegerea costurilor de cuplare PPR ajută la optimizarea bugetelor proiectelor, menținând în același timp standardele de calitate:
Structura prețurilor materialelor
Cuplajele de priză standard reprezintă cheltuieli relativ minore în costul total al sistemului. Prețurile tipice variază de la 0,50 USD-1,50 USD pentru cuplaje de 20 mm până la 3,00 USD-8,00 USD pentru dimensiuni de 50 mm , variind în funcție de presiunea nominală și de producător. Cuplajele reducătoare costă cu aproximativ 30-50% mai mult decât cuplajele standard, datorită creșterii materialului și complexității de fabricație. Cuplajele filetate cu inserții din alamă au prețuri premium de 3-5 ori costurile standard ale cuplajului datorită componentelor metalice și cerințelor de asamblare.
Economia Muncii de Instalare
În timp ce costurile materialelor de cuplare sunt modeste, forța de muncă de instalare reprezintă componenta de cheltuieli mai mare. Instalatori cu experiență completează îmbinările de cuplare la rate de 15-25 îmbinări pe oră în funcție de dimensiunea conductei și accesibilitate . Această eficiență se traduce prin costuri cu forța de muncă de aproximativ 2 USD-5 USD per îmbinare pentru lucrări rezidențiale. Minimizarea numărului de îmbinări prin proiectarea atentă a sistemului reduce atât costurile cu materialele, cât și cu forța de muncă. Utilizarea cuplajelor reducătoare în loc de reductoare separate și îmbinări suplimentare economisește aproximativ 8-12 USD per punct de tranziție atunci când este inclusă forța de muncă.
Comparația costurilor ciclului de viață
Cuplajele PPR de calitate instalate corect necesită întreținere zero și oferă 50 de ani de viață. Această longevitate elimină costurile de înlocuire care afectează îmbinările mecanice, fitingurile de compresie sau conexiunile lipite. Natura permanentă a sudării prin fuziune previne scurgerile care cauzează daune cauzate de apă - cea mai scumpă consecință a defecțiunilor instalațiilor sanitare. Statisticile industriei asigurărilor indică acest lucru Sistemele PPR instalate corespunzător prezintă rate de scurgere cu 85% mai mici decât sistemele metalice filetate pe perioade de 20 de ani, ceea ce se traduce prin economii substanțiale la costurile de reparații și prevenirea daunelor cauzate de apă.

Compensații între calitate și preț
Cuplajele premium de la producători consacrați costă cu 20-40% mai mult decât mărcile economice, dar oferă o fiabilitate semnificativ mai bună. Diferența de cost incrementală se ridică la doar 50-150 USD pentru un întreg sistem rezidențial, dar diferența de performanță poate fi substanțială. Cuplajele cu costuri reduse folosesc frecvent materiale reciclate, controlul calității inadecvat sau dimensiuni substandard care compromit integritatea îmbinării. Instalatorii profesioniști raportează asta apelurile în garanție pentru produsele premium sunt sub 0,1% comparativ cu 2-5% pentru mărcile economice, demonstrând că investițiile suplimentare modeste oferă îmbunătățiri substanțiale ale fiabilității.
Soluții de depanare și reparare
Abordarea problemelor legate de cuplare necesită înțelegerea modurilor de defecțiuni comune și a tehnicilor de remediere adecvate:
Identificarea articulațiilor eșuate
Defecțiunile articulațiilor de cuplare se manifestă de obicei ca picături lente sau plâns, mai degrabă decât rupturi catastrofale. Imbinarile suspecte prezinta acumulare de umiditate, pete de apa sau depozite minerale la locul de cuplare. În timpul testării de presiune, îmbinările defectate prezintă căderi de presiune sau infiltrații vizibile de apă. Fuziunea incompletă apare adesea ca goluri între capătul țevii și umărul de cuplare sau margele de fuziune asimetrice în jurul perimetrului articulației. Zonele albite de stres din apropierea articulațiilor indică supraîncărcare sau mișcare în timpul răcirii.
Proceduri de reparație
Îmbinările de cuplare defectuoase nu pot fi reparate la locul lor - este necesară îndepărtarea și înlocuirea completă. Tăiați cuplajul defect și o secțiune scurtă de țeavă pe fiecare parte, asigurându-vă că sunt cel puțin tăieturi La 100 mm de vechile zone de fuziune pentru a evita materialul afectat de căldură. Utilizați un cuplaj de reparație sau două cuplaje standard cu o secțiune intermediară de țeavă pentru a reconecta sistemul. Dacă spațiul este limitat și rotirea țevii este imposibilă, cuplajele de reparație cu prize extinse sau modele glisante permit conectarea la țevile fixe. Asigurați-vă un timp de răcire adecvat înainte de presurizarea secțiunilor reparate.
Protocoale de inspecție preventivă
Pentru instalații critice sau înainte de a ascunde țevile în pereți sau podele, efectuați inspecții vizuale amănunțite ale tuturor îmbinărilor de cuplare. Verificați bilele de fuziune consistente, adâncimea corespunzătoare de inserare și alinierea. Testați presiunea întregului sistem la presiunea de lucru de 1,5 ori timp de minim 1 oră, monitorizând orice cădere de presiune. Monitorizarea pe termen lung ar trebui să includă inspecția periodică a îmbinărilor accesibile, în special în zonele supuse vibrațiilor, ciclurilor termice sau solicitărilor mecanice. Detectarea precoce a articulațiilor care plâng permite repararea înainte de a se produce daune semnificative ale apei.